



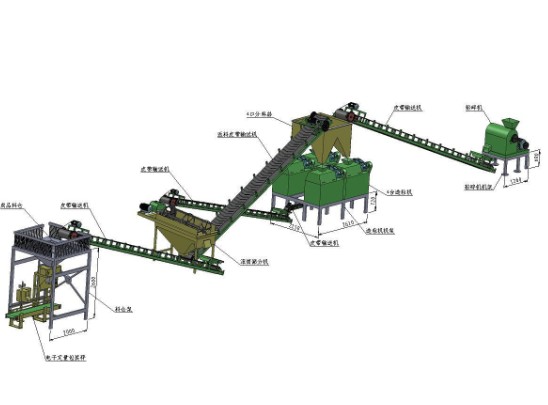

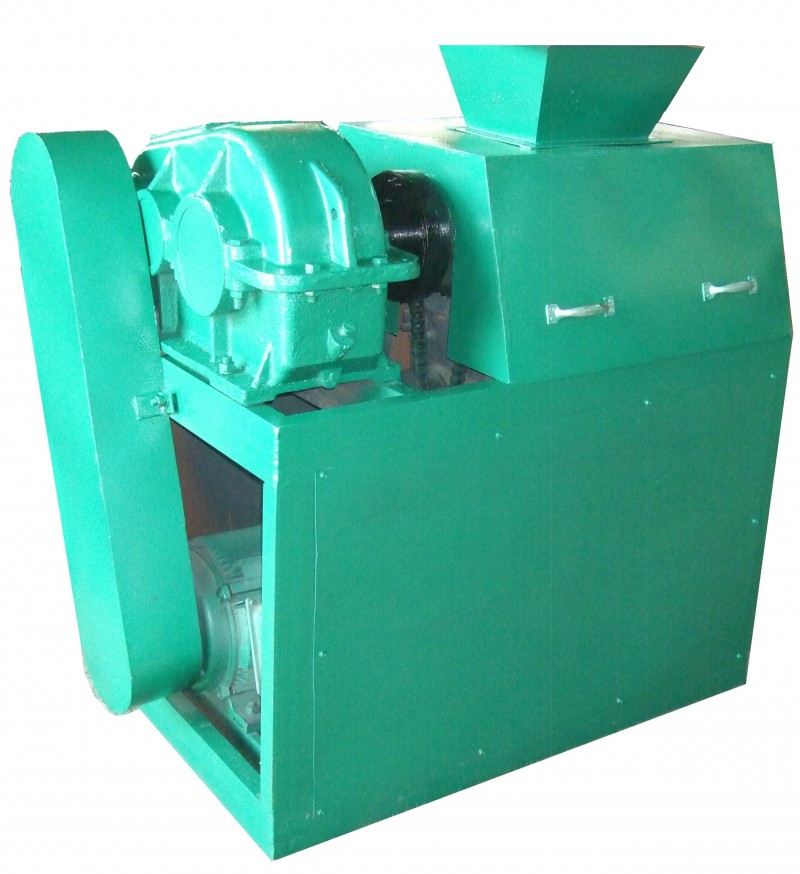

对辊挤压造粒机生产线
对辊挤压造粒机生产线是利用压力使固体物料进行团聚的干法造粒过程。这通过将物料由两个反向旋转的辊轴对辊挤压,辊轴由偏心套或液压系统驱动。固体物料在受到对辊挤压时,首先排除粉粒间的空气使粒子重新排列,以消除物料间的空隙。脆性物料被对辊挤压时,部分粒子被压碎,细粉充填粒子间的空隙,在此情况下,新产生的表面上的自由化学键如不能迅速被来自周围大气的原子或分子所饱和,新生成的表面相互接触,就会形成强有力的重组键。当塑性物料被对辊挤压时,粒子就会变形或流动,产生强有力的范德瓦斯引力。在对辊挤压过程的最后阶段,以压力形成给系统的能量在粒子间的接触点上形成热点而使物料熔融、温度下降和物料冷却时就会形成固定桥。对辊挤压生成的大片厚5-20mm,表面密度为进料的1.5-3倍,大片再经打片、破碎、筛分后得到需要的颗粒产 。
对辊挤压造粒机生产的注意事项
对辊挤压造粒机生产线开车前的准备工作:
1、用于挤出生产的塑料应达到所需干燥要求,必要时还需进一步干燥。
2、启动运转设备,速度由慢到快,检查运转是否正常并观察仪表的工作状态。
3、开启加热器,对机头机身加热升温,待各部位的温度达到设定要求值,应保温40分钟左右,使机器内外的温度一致。
4、有时还需要换多孔板、滤网、加足润滑油,多孔板在使用之后一定要清理干净才能二次使用。
对辊挤压造粒机生产线开车时的注意事项:
1、在塑料未被挤出前,任何人不得处于口模的正前方。
2、以低速启动开车,空转,检查螺杆有无异常及电机电流等仪表有无超负荷现象,压力表是否正常(机器空转时间不能过长,越短越好,为防止螺杆间磨擦及螺杆和料筒产生的磨擦、划伤料筒或螺杆,螺杆低速运转时间不应超过三分钟)
3、逐渐少量加料,待塑料挤出口模时,螺杆转速先达到正常运转速度方可大量加料。
4、塑料挤出后,需将挤出物慢慢地引到冷却及牵引设备,并事先开启这些设备、
注:切忌冷开车或开冷车,因为当时挤出机还没有“热透”(即挤出机料筒内的塑料还没有完全达到规定的温度,塑料的熔体黏度很高),这时开车,尤其是旧式的挤出机,有可能将螺杆扭断。新式挤出机一般都设有扭矩过载保护装置,一种可靠也是最有效的办法就是在未开车前,当温度升至所需的温度数值时,用手转动连轴器部分,左三圈,右三圈,顺利转动后,即可开机。如不能顺利转动,刚不能开机。
停车:
1、停止加料,将挤出机内的塑料尽可能挤完,关闭料筒和机头电源,以便下次操作。
2、关闭主机电源的同时,关闭各辅机电源。
楚天机械对辊挤压造粒机生产线流程说明